研究分野
接合プロセス研究部門
エネルギー制御学分野


高密度エネルギー源の特性と、その高度制御およびエネルギー輸送の最適化、さらには高密度エネルギー源と材料との相互作用について基礎的研究を行うことにより、高精度・高機能材料加工のための新しい高密度エネルギー源を探求する。
特に、溶接、切断、加熱、高温反応、表面被覆、付加製造、物質合成、複合超微粒子創製などにおいて代表的な高密度エネルギー源として幅広く応用され、新しく熱プラズマによる材料プロセスという概念を生み出しつつあるアークプラズマの発生、制御および熱・物質輸送現象に関して物理的化学的検討を加える。
1、熱プラズマの発生と制御および溶接・接合プロセスへの応用
2、溶接アーク現象、溶融池現象および溶接輸送現象解析
3、放電の電極現象解析および新電極の開発
4、環境にやさしいスマートアーク溶接プロセスの開発
5、大気圧プラズマを利用した次世代材料プロセスの開発
6、光機器および電気機器におけるアーク放電制御
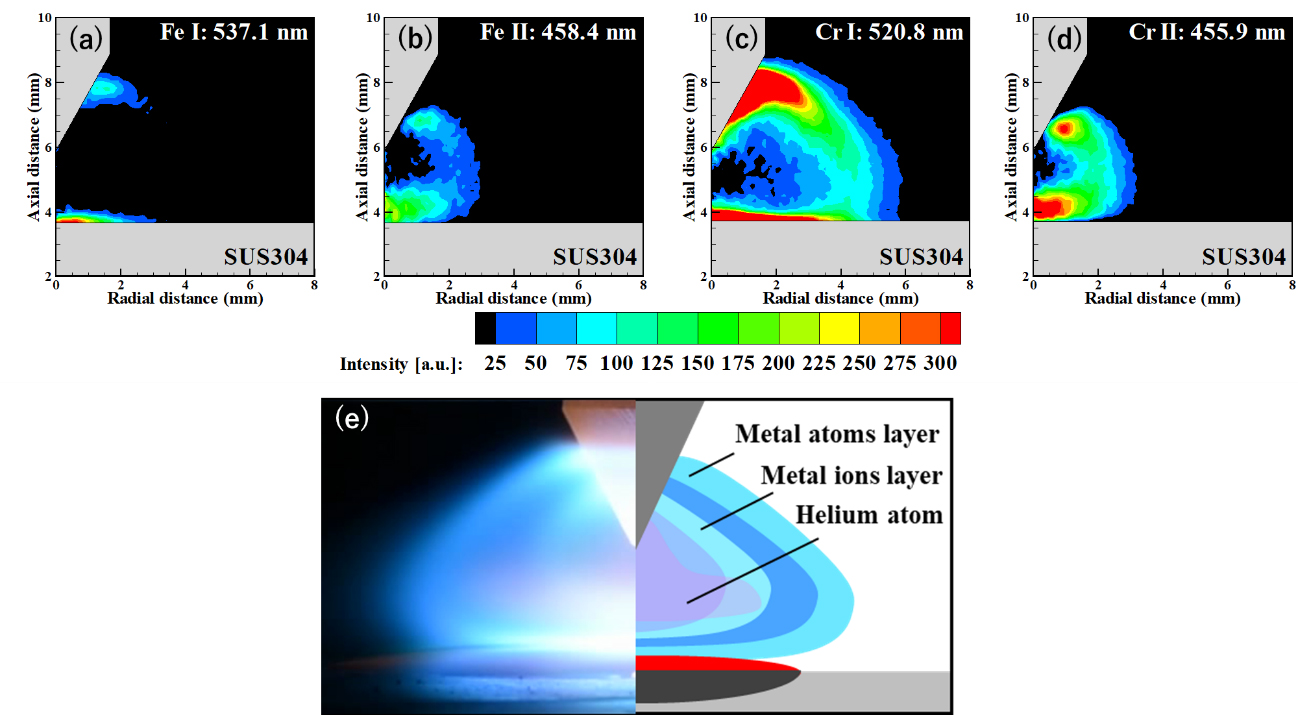
(a)動的3Dイメージング分光システムにより得られた(b)非軸対称なミグアークの電子密度分布(上)と導電率分布(下)。図中の破線の領域は溶滴やワイヤによって計測精度が低下した領域である。赤丸で示す位置で陰極点が発生すると、黒色の実線で囲った領域内の導電率と電子密度が発生前より高くなっており、陰極点が消失すると導電率と電子密度は低下した。このような局所的な導電率と電子密度の上昇は、陰極点に電流が集中したことを示唆する。その結果、溶融ワイヤに作用する電磁気力の偏りを生じさせ、溶滴は電流が偏った方向とは逆側に輸送されることが本計測により明らかとなった。
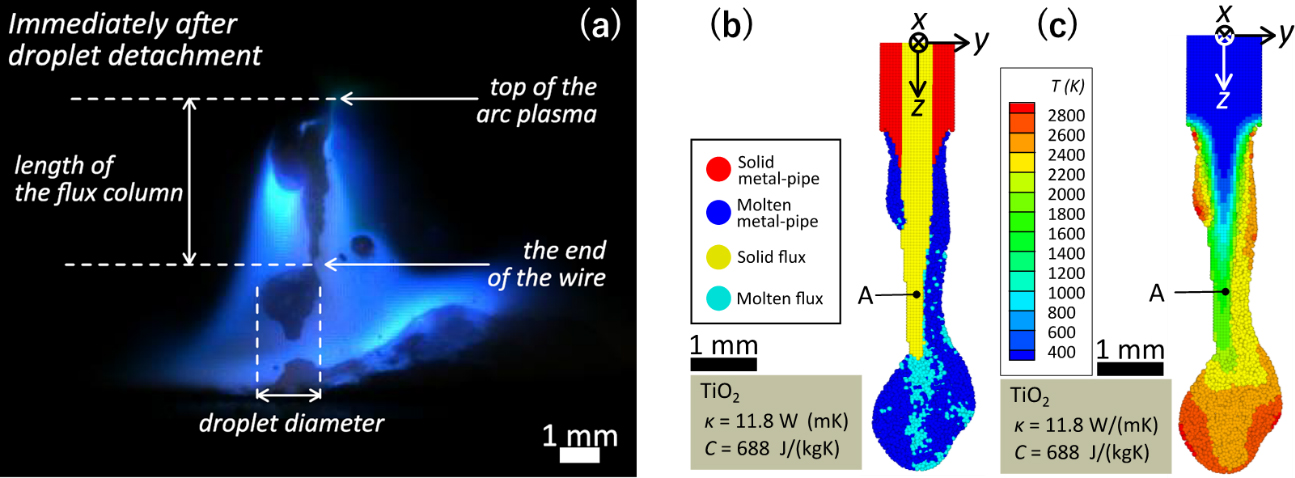
交流ティグ溶接中の溶接電流およびタングステン電極先端温度の時間経過(左上)と、代表時刻の温度分布(下)。電極の温度はEP期間では主に電子流入による加熱によって上昇し、EN期間では熱電子放出に伴う冷却によって低下した。EP期間の後半である時刻3.5 msにおいて、電極先端の高温部から金属液滴の飛散が発生したことが確認できる。また右上は、各々の飛散の軌跡を重ね合わせた図であり、数字が大きいほど飛散が多く通過したことを示す。本研究により、飛散は電極先端の溶融高温部における内部のガス化を起点に発生していることが明らかとなった。